
Bio-hydrocarbons for gasoline
Gasoline range bio-hydrocarbons are advantageous since they are fully compatible with conventional gasoline, cars, and current infrastructure. Bio-hydrocarbon products are not, however, consistent with each other, but depend on the production technology and feedstock used. Product quality ranges from high-aromatic and high-octane qualities to paraffinic low-octane hydrocarbon mixtures. Bio-gasoline mixtures may contain different amounts of olefins as well as oxygenates. There are different routes to produce bio-hydrocarbons for gasoline:
- MTG processes e.g. ExxonMobil process and Haldor Topsøe’s Tigas process.
- Virent’s BTL process
- Fischer-Tropsch process
- Refinery integrated processing
Very limited data of the fuel properties or performance of gasoline obtained by different bio-hydrocarbon processes is available. Biogasoline hydrocarbons are allowed as blending components when the gasoline meets the regional legislation and standards.
The ExxonMobil process is in operation in New Zealand and Wesseling in Germany. Hydrocarbon composition and octane numbers of the products from these two MTG plants are shown in Table 1. Product information from the current Tigas process is not available.
Table 1. Hydrocarbon composition and octane numbers of ExxonMobil MTG plants (Zhao et al. 2008, Kam 1981).
|
|
New Zealand |
Wesseling |
|
Alkanes, wt-% |
53 |
67 (incl. naphtenes) |
|
Alkenes, wt-% |
12 |
6 |
|
Naphthenes, wt-% |
7 |
|
|
Aromatics, wt-% |
28 |
27 |
|
Benzene, vol-% |
0.3 |
|
|
Sulfur, mg/kg |
0 |
|
|
RON |
92.2 |
96.8 |
|
MON |
82.6 |
87.4 |
|
Vapour pressure (Reid), kPa |
85 |
|
|
Density, kg/m3 |
730 |
|
|
Induction period, min |
325 |
|
|
Durene content, wt-% |
2 |
|
|
Distillation, % evaporation at 70/100/180 °C |
31.5/ 53.2/ 94.9 |
|
|
Distillation end point, °C |
204,5 |
|
|
|
Note: 3 – 6wt-% durene, for which melting point is 79 °C. For isomerized to isodurene melting point is -23.7 °C. |
|
Virent’s BTL “BioForming” process may produce a different type of hydrocarbons and oxygenates depending on selected process and depending on the technology selected, the bio-forming process can generate hydrocarbons e.g. for gasoline, jet fuel, or diesel fuel. (Huber 2006).
In one example, the main product contained C3-C6 alkanes and aromatics (Figure 1). Also low level of alkenes and oxygenates were produced. (Blommel 2008). In the batch shown in Figure 1, major parts of hydrocarbons were light C3-C6. In the gasoline pool, usage of the lightest hydrocarbons is limited. High-octane branched alkanes are generally more favorable gasoline components than low-octane straight-chain alkanes. Aromatics have generally good octane numbers, but due to environmental reasons, the aromatic content of gasoline is limited. For instance, in Europe a maximum 35 vol-% of aromatics is allowed in gasoline (Fuel Quality Directive 2009/30/EC).
There is no published data of products from Virent’s process.
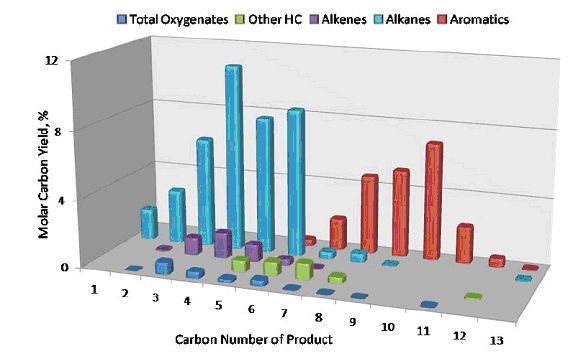
Figure 1. An example of conversion of sucrose and xylose into gasoline-range hydrocarbons using aqueous-phase catalytic conversion and acid condensation (Blommel 2008).
Even if the Fischer-Tropsch (FT) process could be optimized for diesel fuel, gasoline would be formed to some extent. In addition, Sasol in South-Africa has a high-temperature Fischer-Tropsch process specially designed for gasoline production. The FT product is treated with e.g. alkylation, hydrotreatment and isomerization before blending of gasoline. Olefins originating from the FT process are treated with conversion of olefins to distillate (COD) process. Final product consists of alkanes, alkenes, and aromatics, and even ethanol and MTBE are used in this gasoline. Final products containing synthetic fuels must fulfill requirements for regular gasoline and diesel fuel. (Larsen et al. 2007).
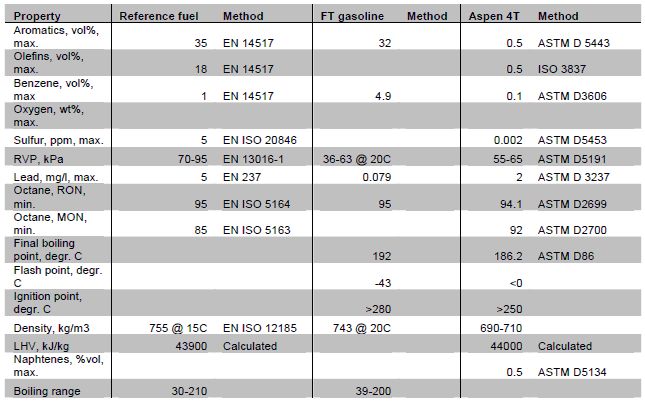
Larsen et al. (2007) studied Danish gasoline, alkylate, and FT gasoline with a passenger car. The gasoline studied contained 70% of FT gasoline. Fuel properties of FT gasoline used in the study are shown in Table 2. Aromatic content of this gasoline batch was 32%. Emission tests were carried out with a VW Golf 1.6 FSI of model year 2003. HC and CO emissions for FT containing gasoline were lower than for regular gasoline, but NOx emission were at somewhat higher level. PAH compounds associated with particles were the highest with FT containing fuels, even though PM mass emission was amongst the lowest. Authors point out that FT gasoline tested here does not necessarily represent typical FT gasoline. FT product can go through different treatment processes, which affect fuel chemistry and properties.
Table 2. Properties of fuels used in a study by Larsen et al. (2007).
Refinery integrated processing
Oils and fats could be used as co-feed in Fluid Catalytic Cracking (FCC) units of traditional petroleum refineries. According to Holmgren et al. (2007), research octane number of gasoline fraction from FCC unit is higher for oils and fats as feedstocks than for petroleum crude oil as feedstock. (Holmgren et al. 2007). FCC gasoline is used as normal blending component, and thus properties of final products depend on the refinery blending schemes. If pyrolysis oil is used as a feedstock for hydroprocessing unit, the product is an aromatic blending stock. (Holmgren et al. 2007). Blending of high-aromatic component in gasoline is limited.
One option to produce hydrocarbons for gasoline is to hydrotreat oils and fats. Today, hydrotreatment units are optimized to produce hydrotreated vegetable oil (HVO) diesel fuel, such as Neste Oils NExBTL renewable diesel. However, gasoline fraction is formed as a side-product in these processes. Gasoline fraction from hydrotreatment of oils and fats is paraffinic, oxygen-, aromatic-, and sulfur-free. Properties and exhaust emissions with this renewable gasoline component were recently studied (Aakko -Saksa et al. 2011). Substantial changes in exhaust emissions were not observed when gasoline containing renewable hydrocarbon component was compared with fossil gasoline. Renewable hydrocarbon component combined with bio-oxygenates enabled high bio-energy content of gasoline without losing compatibility with conventional gasoline cars.
Aakko-Saksa, P., Rantanen-Kolehmainen, L., Koponen, P., Engman, A. and Kihlman, J. (2011) Biogasoline options – Possibilities for achieving high bio-share and compatibility with conventional cars. SAE International Journal of Fuels and Lubricants, 4:298–317 (also SAE Technical Paper 2011-24-0111). Full technical report: VTT report W187.
Atrax, DTU, TFK . (2007) Synthetic gasoline and diesel oil produced by Fischer-Tropsch Technology A possibility for the future? AMF Task 31. Final report.
Blommel, P. and Cortright, R. (2008) Production of conventional liquid fuels from sugars. Virent’s White Paper.
Holmgren, J., Mariangeli, R., Marker, T., McCall, M., Petri, J., Czernik, S., Elliot, D. and Shonnard, D. (2007) Opportunities of Biorenewables. Hydrocarbon Engineering, June 2007.
Huber, G., Iborra, S. and Corma, A. (2006) Synthesis of transportation fuels from biomass: Chemistry, catalyst and engineering. Chem. Rev. 106(2006)4044–4098.
Kam, A. Y., Gould, R. M., Sills, R. A. and Zahner, J. C. (1981) Status of Mobil methanol-to-gasoline process. Proceedings: Synthetic fuels – Status and Directions Volume 1 (1-17), Electric Power Research Institute Conferences.
Larsen, U., Lundorf, P., Ivarsson, A. and Schramm, J. (2007) Emissions from diesel and gasoline vehicles fuelled by Fischer-Tropsch fuels and similar fuels. Society of Automotive Engineers. Technical Paper 2007-01-4008.
Zhao, X., McGihon, R. D. and Tabak, S. A. (2008) Coal to clean gasoline. Hydrocarbon engineering. Volume 13, Issue 9, Pages 39-49.